КИТАЭ (Ковка)
Ковка на этом этапе обычно выполняется с помощью механического молота. Кузнец двигает и поворачивает стальной блок, чтобы равномерно обработать его верхнюю и нижнюю поверхности. Механический молот всегда ударяет по наковальне в одном и том же месте. Точно так же при использовании помощников с кувалдами, мастер удостоверяется, что они бьют точно в центр наковальни - передвигается всегда только заготовка. Это делается, соображений безопасности и также позволяет кузнецу поместить под удар только требуемую часть стального бруска. Молот всегда ударяет по стали всей своей площадью, и это основное правило ковки. При ковке кузнец держит толстую связку влажной рисовой соломы перед сталью, чтобы защитить лицо от искр и крошки. Периодически он добавляет древесный уголь в ту часть горна, которая находится перед трубой кузнечных мехов.
Описанная процедура из шести сворачиваний называется сита-гитаэ, или базовая ковка. В результате получается стальной брусок с габаритами 25х2х3,5 см, весящий от 1 до 1,5 килограмм. Но на этом этапе металл все еще не готов. В нем слишком много углерода, который вдобавок неравномерно распределён. Перед продолжением ковки брусок разрезают на три равные части. Двух частей будет достаточно для изготовления короткого меча, а для полного лезвия требуется четыре таких части, для чего используется одна дополнительная часть от другой партии.
Кузнец складывает четыре части одна на другую и используя нагрев и ковку сваривает их вместе. Полученная заготовка, весящая от 1,5 до 2,5 килограмм, опять проковывается и сворачивается пополам шесть или семь раз. Этот второй этап назван агэ-гитаэ, или финальная ковка. При этом опять теряется около половины исходного материала. В результате получается брусок стали весом от 0,9 до 1,6 килограмма с оптимальным содержанием углерода в районе 0,6 - 0,7 процента (мнения кузнецов на этот счёт расходятся).
Большинство углерода в тамахаганэ - целых 0,3 процента - теряется в течение первого этапа ковки, когда кусочки необработанной стали расплющиваются, складываются вместе и сковываются. Каждое последующее сворачивание вызывает потерю еще 0,03 процентов углерода, поскольку при этом разрушаются крупные кристаллы углерода. Если перед началом ковки содержание углерода в тамахаганэ составляло 1,4 процента, то к началу первого сворачивания оно уже уменьшилось до 1,1 процента. Тринадцать последующих сворачиваний вызывают потерю еще 0,39 процента (0,03х13). В итоге получается сталь с содержанием углерода приблизительно 0,7 процентов. В то же время, ковка и сворачивания сделали распределение углерода более равномерным и способствовали вытеснению большинства примесей и шлаков.
Шероховатая область в центре образуется в результате растягивания металла при сворачивании. Трещины и пустоты свидетельствуют о том, что эта сталь находится на ранней стадии ковки.

Сталь на поздней стадии ковки. В области сгиба отсутствуют крупные трещины или пустоты.

Не существует никаких четких стандартов относительно количества сворачиваний. Сталь считается готовой, если на сгибе она тянется равномерно и остается гладкой, без разрывов и трещин. Тщательно подбирая кусочки стали в самом начале и перед финальной ковкой, а также наблюдая за состоянием стали во время нагрева и ковки кузнец может изготовлять такую сталь, которая ему в данный момент необходима.
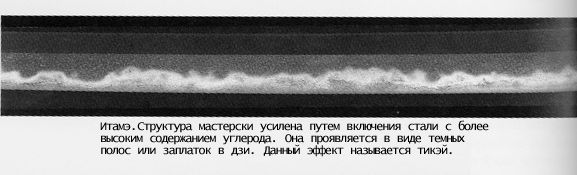
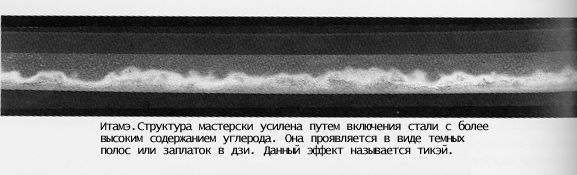
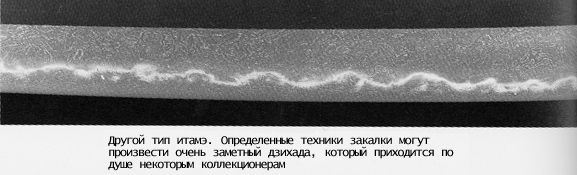
Не менее важные, чем количество содержания углерода, параметры это дзитэцу (качество металла) и дзихада (вид узора на боковых поверхностях лезвия). Во время ковки стальная заготовка многократно сгибается и становится похожей слоеное печенье, состоящее из наложенных друг на друга 6000 или более слоев на один сантиметр стали. Расположением этих слоев можно управлять и на хорошо отполированном лезвии они проявляются в виде четкого узора. Если в начале финальной ковки кузнец объединяет стальные блоки из разных базовых ковок, слои стали с различным содержанием углерода проявятся как контрастные линии вдоль не полированных частей изготовленного лезвия. Кузнецы часто используют этот метод, чтобы изготовлять роскошно выглядящие мечи.
Направление сворачивания может чередоваться

Виды дзихада
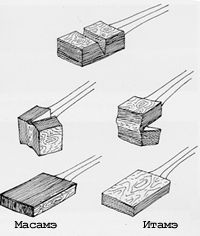
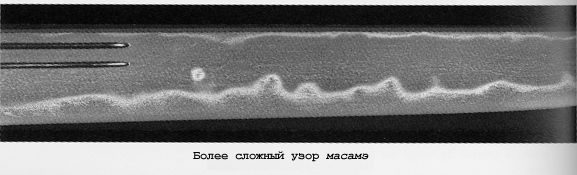
То, каким образом ковались стальные блоки, является очень важным для определения общего вида дзихада. Узор масамэ получается путем использования не кованного торца закаленного куска стали для отделки поверхности клинка. Насечка итамэ, которая напоминает структуру дерева, создается при помощи кованного торца.
Некоторые примеры дзихада:
{kind=link}